
Pomôžte rozvoju stránky a zdieľajte článok s priateľmi!
Tepelné účinky na ich jednotlivé časti sa často používajú na spájanie kovových konštrukcií. Manuálne a automatické zváranie elektrickým oblúkom je jedným z najobľúbenejších takýchto typov prác.
typy
Elektrické oblúkové zváranie kovov (GOST 5264-80) je proces spájania kovov, pri ktorom teplota elektrického oblúka môže dosiahnuť 7000 stupňov. Ide o jedinečný typ spojenia jednotlivých častí konštrukcií, pretože týmto spôsobom je možné zvárať akékoľvek známe kovy. Po stuhnutí v mieste adhézie sa vytvorí zvar. Používa sa na opravu karosérie, plynu, vody a iných potrubí počas výrobných prác atď.
Elektrický oblúk roztaví kovové a kovové elektródy, po čom kvapalina vytvorená vplyvom teploty vyplní medzeru medzi dvoma polotovarmi.
Typy elektrického oblúkového zvárania:
- na použitie;
- poloautomatická;
- Automatic.
Hlavným rozdielom medzi procesom je princíp práce. Pri ručnej manipulácii sa všetky činnosti na kombinácii kovov vykonávajú ručne, s automatickým, resp. Výlučne zváracím strojom. Poloautomatický proces je kombinovaný. Tu sa elektródy používajú na zváranie kovov.

V závislosti na použitom prúde sa môže tiež vykonať proces elektrického oblúkového zvárania:
- variabilné;
- Konštantný. Na druhej strane, takéto technologické zváranie má priamu polaritu (záporné elektródy) a reverzné (pozitívne).
V závislosti od požadovaného prúdu je možné použiť rôzne zariadenia a spôsoby pripojenia. Taktiež zvárači v závislosti od typu technologického spracovania používajú rôzne elektródy: tavenie a netavenie. Tavenie môže byť použité v akomkoľvek prostredí. Pracujú tak, že medzi kovom a elektródou vytvárajú oblúk. V závislosti na dĺžke spojovaných častí, ako postupuje zváranie, sa elektróda pohybuje do spojov. Používa sa na uhlíkovú oceľ, zlúčeniny hliníka, meď atď.

Pre malé a tenké zlúčeniny sa používa netavenie. Často sa používajú na zváranie potrubí, žiaruvzdorných kovov a iných. Na tieto účely sa používajú volfrámové elektródy, grafit a uhlík.
Tiež zváranie elektrickým oblúkom je klasifikované podľa typu ochrany:
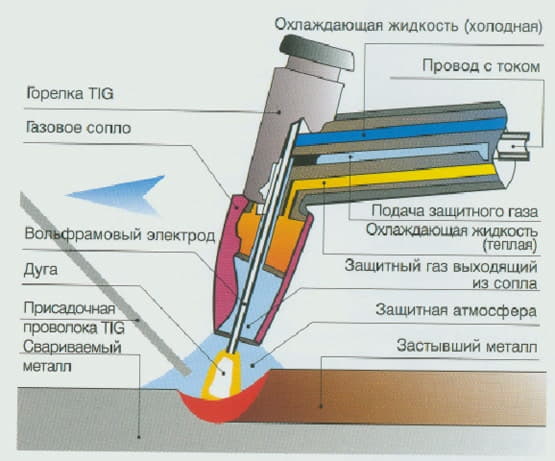
- V prostredí ochranných plynov (GOST 14771-76). Je to argón a uhličitan;
- V prostredí trosky. Toto je proces tepelných účinkov na zlúčeniny kovov pod elektródami s tavivom alebo silnou vrstvou. Tento proces je obľúbený pri spájkovaní rôznych rúr s veľkým priemerom;
- S kombinovanou ochranou. Proces spájkovania, pri ktorom sa spôsoby vyrábajú v plynnom prostredí s tavidlami s tlmeným povlakom.

Technológia elektrického oblúkového zvárania má svoje výhody a nevýhody. Výhody procesu:
- Dostupnosť zváracích zariadení a prídavných prvkov (tok, elektródy). Kúpiť striedače môžu byť v každom elektrickom sklade. Priemerná cena - od $ 30 za ručný menič a od $ 80 za poloautomatický;
- Teplom ovplyvnená zóna má veľmi malý vplyv na nevárané kovové oblasti. To je mimoriadne dôležité pre pripojenie rúrok a tenkých valcovaných plechov.
Metódy elektrického oblúkového zvárania majú aj niektoré nevýhody:
- Je potrebné použiť špeciálne vybavenie. Elektrické zváranie elektrickým oblúkom sa vykonáva len pomocou špeciálnych striedačov a elektród;
- Na zváranie nehrdzavejúcej ocele (legovanej ocele), hliníka, medi a iných taviteľných kovov je potrebné čistenie pripojených prvkov. Hrany sa pripravujú pred procesom tepelného spracovania a po jeho ukončení (len za podmienky úplného chladenia kovu).

Video: zváranie oblúkovým zváraním
Ako sa má
Pre správne zváranie kovov oblúkovým zváraním je potrebné striktne dodržiavať pokyny. Iba za tohto stavu bude zvar dostatočne silný a čistý.
Pokyny krok za krokom:
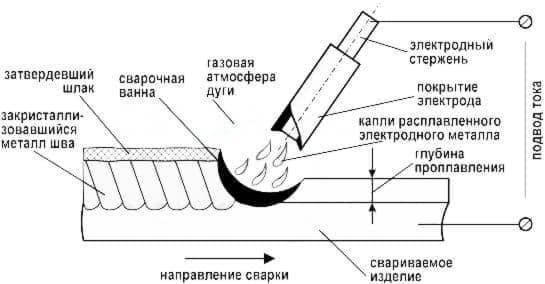
- Okraje prírezov sa v prípade potreby vyčistia a odmastia, potom sa narezajú. Vyhrievaná elektróda je k nim pripojená. Koniec elektródy rozdeľuje určitú časť povrchu zváranej časti na ióny a elektróny. V tomto priestore vzniká oblúkový výboj;

Foto - Odizolovanie - Aby sa zvárací proces urýchlil a výsledok bol spoľahlivejší, na povrch zváranej výstuže (elektródy) sa aplikujú rôzne látky. Môže to byť vápnik, draslík, sodík. Urýchľujú proces separácie kovu na častice;
- Podľa typu zvárania môže byť uskutočnený otvoreným oblúkom (roztavením nechráneného prúdu usmernených častíc) a uzavretý. V otvorenej polohe sú nákupy kovov nasýtené dusíkom, čo negatívne ovplyvňuje kvalitu švu. Na zníženie tohto účinku sú elektródy pokryté kovovou vrstvou. Na výrobu je výhodnejšie použiť uzavretý spôsob, v ktorom je miesto zvárania chránené pred kyslíkom;

Foto - potrebné nástroje - Keď sú dokončené všetky prípravné procesy, musíte nainštalovať elektródu do invertora a niekoľkokrát viesť tyč k koncom častí, ktoré sa majú zvárať niekoľkokrát - to zapáli oblúk. Zariadenia sa volia podľa typu vykonávanej práce a podľa vlastností a vlastností kovov. Po zapnutí zváracieho zariadenia je potrebné nastaviť prúd na požadovanú úroveň a počas zohrievania systému nasaďte bezpečnostné zariadenie;

Foto - ochrana - Rôzne zariadenia majú rôzne spôsoby zvárania, ale všetky moderné zariadenia sú vyrobené takým spôsobom, že nedovoľujú držať elektródy. Preto nie je potrebné snažiť sa držať tyč na určitej úrovni od povrchu;
- Schéma zvárania: na podoprenie elektródy na povrchu zvarených častí a pozvoľného pomalého vedenia pozdĺž medzery. Kúpeľňa bude naplnená tekutým kovom, ktorý po stuhnutí vytvorí silné spojenie. Aby bolo možné presne vypočítať výkon, prúd a trvanie oblúka, je potrebné použiť operačnú mapu technologického procesu;
- Vertikálne švy sú zvarené v krátkom oblúku. Uhol kontaktu medzi elektródou a povrchom, ktorý sa má zvárať, musí byť rovný, je povolená odchýlka 10 stupňov. Aby sa zabránilo fúzii kovu na jednom mieste, môže sa použiť jedľa, trojuholníková technika alebo viacvrstvový prechod cez tenký oblúk. Každá technika má svoje vlastné charakteristiky, takže vhodná metóda je zvolená v závislosti od potrieb a úrovne tréningu.

Po dokončení opravy je potrebné dosky opraviť do určitej polohy, až kým sa kúpeľ a šev úplne nevytvrdia.