
- Vlastnosti konštrukcie sústruhu na kov
- Klasifikácia sústružníckych nástrojov
- Pravidlá pre brúsenie kovových fréz pre sústruh
Pomôžte rozvoju stránky a zdieľajte článok s priateľmi!
Odborníci, ktorí opakovane vo svojej praxi používali rezačky kovov pre sústruh na vykonávanie určitých úloh, jasne chápu, aké typy týchto nástrojov sú. Pre začiatočníkov, ktorí sa stretnú s týmito prvkami po prvý raz, je ťažké zistiť, aký je charakteristický znak každého konkrétneho modelu a ako vybrať správny nástroj na vykonávanie určitých úloh. Na pochopenie dôležitého problému pomôže tento článok.

Obrábacie stroje - hlavný pracovný nástroj kovoobrábacích strojov, ktorým je obrobku venovaný požadovaný tvar a veľkosť
Vlastnosti konštrukcie sústruhu na kov
Konštrukcia prvku sa skladá z držiaka nástrojov, vďaka ktorému je nástroj pripevnený na stroji a pracovnej hlavy, ktorá priamo spracováva povrch obrobku. Držiak nástroja môže mať štvorcový alebo obdĺžnikový prierez. Pracovná časť nástroja je vytvorená z niekoľkých susedných rovín a rezných hrán. Ich uhol brúsenia závisí od vlastností spracovávaného materiálu a typu spracovania.

Na dosiahnutie špecifikovaných parametrov súčasti sa fréza a obrobok upevnený v obrábacom stroji navzájom pohybujú.
Pracovná hlava môže byť integrálna alebo so zváranými alebo spájkovanými platňami. Novinkou sú rezačky kovov pre sústruh s vymeniteľnými vložkami. Prvá možnosť je reprezentovaná pevným prvkom s držiakom. Takýto nástroj môže byť vyrobený zo špeciálneho vysoko uhlíkového nástroja alebo vysokorýchlostnej ocele. Ale takéto rezáky sa používajú len zriedka.
Na obrábanie kovov na sústruhu sa výhodne používajú rezáky so zváranými alebo spájkovanými platňami. Nástroj je vyrobený z rýchloreznej ocele alebo z tvrdej zliatiny, ktorá obsahuje kovy: titán, volfrám a tantal. Vyznačuje sa vysokou životnosťou a cenou. Tento sústružnícky nástroj môže byť použitý na spracovanie výrobkov z neželezných kovov, liatiny, všetkých oceľových a nekovových materiálov.
Je to dôležité! Pri práci s doskami z tvrdej zliatiny by sa mali dodržiavať pravidlá bezpečnosti, pretože výrobky sú veľmi krehké.
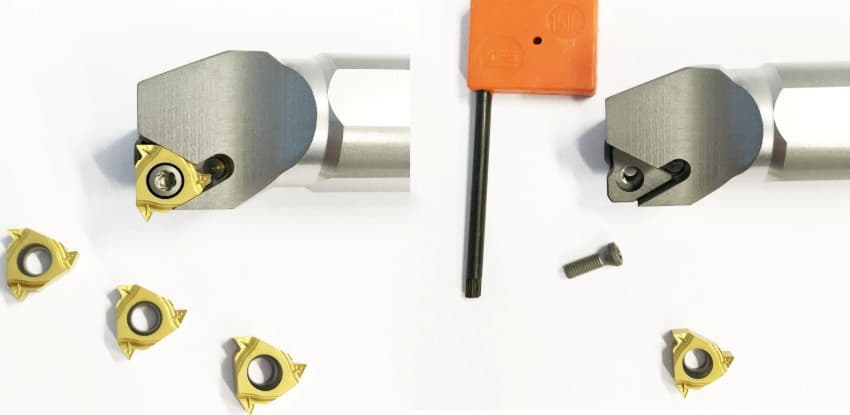
Veľmi často sa pri spracovaní materiálu používajú sústružnícke nástroje s vymeniteľnými vložkami. Na rozdiel od predchádzajúcej verzie je doska mechanicky pripevnená k hlave špeciálnymi svorkami alebo skrutkami. Nástroj je vhodný pri ďalšej prevádzke, ak je doska vyrobená z minerálnej keramiky, čo výrazne zvyšuje náklady na frézu s vymeniteľnými doskami.

Rôzne frézy na sústruhy na kov s vymeniteľnými doskami
Pracovná časť pre frézu na sústruhy môže byť vyrobená z tvrdej zliatiny (tantal-wolfrám-titán, titán-volfrám, volfrám), vysokorýchlostnej ocele (zvýšená alebo normálna účinnosť), vysoko kvalitnej uhlíkovej ocele. Rezačky môžu byť použité pre také typy sústruhov ako hobľovanie, sústruženie, drážkovanie, automatické revolverto a špeciálne.
Klasifikácia sústružníckych nástrojov
Podľa GOST existujú tri typy sústruhov na kov:
- sústruženie a hobľovanie, pri ktorom je rezná časť vyrobená z rýchloreznej ocele;
- karbidové hoblíky a sústruhy;
- sústruženie s mechanickými upevňovacími doskami z keramiky, tvrdých zliatin a iných super tvrdých materiálov.
Výrobcovia vyrábajú tieto typy fréz:
- komunikácie;
- odrezanie;
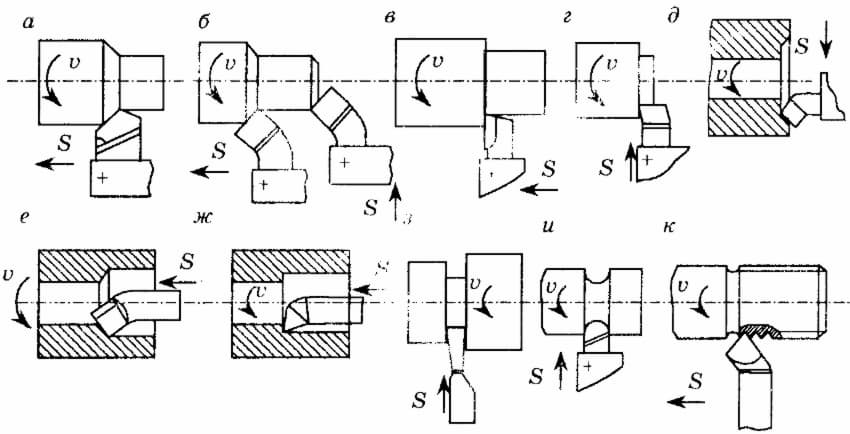
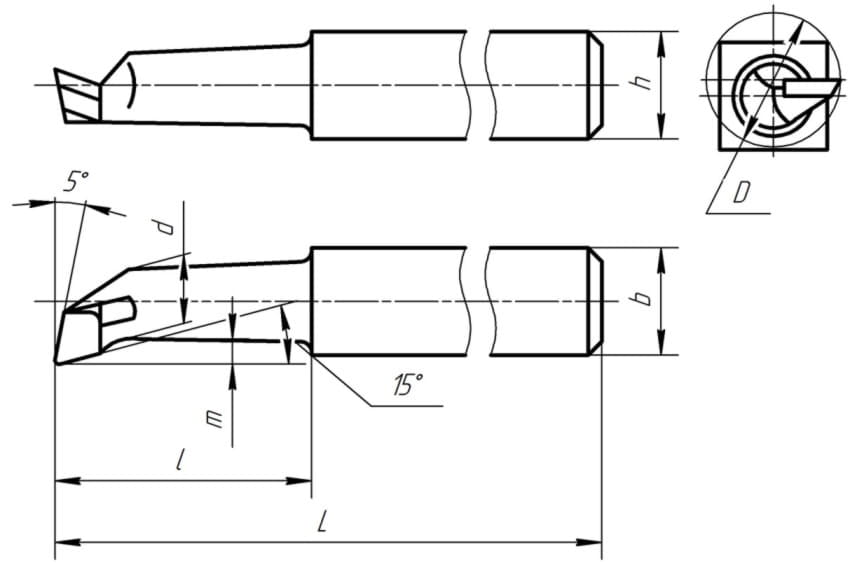
Typy rezákov sústruhov: o - rovné cez b a b - rovné ohybové, c - ťahové, d, d - podrezané, e - vyvŕtané, w - vyvrtávacie ťahy, a - rezné a tvarované, k - závitové
- niť;
- vyhodnocovanie;
- nuda;
- univerzálne.
V závislosti od smeru, v ktorom sa uskutočňuje kŕmny pohyb, je možné rozlíšiť nasledujúce typy fréz pre sústruh:
- typ na ľavej strane;
- pravý obojstranný typ.
Ak chcete identifikovať nástroj, musíte položiť ruku na orezávač. Umiestnenie hrany vzhľadom na palec pravej alebo ľavej ruky označuje typ nástroja.
V závislosti od charakteru práce existuje nasledovná klasifikácia fréz:
- na vykonanie návrhov prác, ktoré nesú názov peeling;
- na polotovary;
- na dokončovacie práce;
Pracovným prvkom rezného nástroja je ostrý okraj (klin), ktorý narezáva do vrstvy materiálu a deformuje ho
- pre realizáciu tenkých technologických operácií.
Rezná doska všetkých fréz je bez ohľadu na typ nástroja vyrobená z určitej značky tvrdých zliatin: TK5K10, VK8, T15K6 a T30K4. Najobľúbenejšie sú rezáky VK8.
V závislosti od princípu inštalácie sa rozlišujú nasledujúce typy kovových rezačiek pre sústruh: \ t
- radiálne;
- tangenciálny.
V prvom uskutočnení je otočný nástroj vzhľadom na os spracovávaného obrobku umiestnený v uhle 90 stupňov. Tento typ výrobkov je široko používaný v priemyselných podnikoch, vzhľadom k tomu, že fréza je pomerne ľahko a rýchlo inštalovaná v stroji. Okrem toho existuje veľký výber geometrických parametrov reznej hrany.
Radiálne zariadenia sú namontované v uhle, ktorý je rovný 90 ° voči rovine obrobku
Tangenciálny sústružnícky nástroj je umiestnený v akomkoľvek inom uhle než 90 stupňov. vzhľadom na os obrobku. Pripojenie tohto nástroja k sústruhu sa ukáže byť časovo náročnejšie ako predchádzajúca verzia. Avšak tangenciálne rezáky umožňujú lepšie spracovanie kovového bloku. Môžu byť použité pre automatické a poloautomatické sústruhy.
V závislosti od umiestnenia hlavnej reznej hrany voči jadru existujú také typy sústružníckych nástrojov:
- rovné čiary - všetky výčnelky časti majú priamku;
- ohnutý - horný výstupok má zakrivenú čiaru, spodok - priamku;
- zakrivenie - horná projekcia je zobrazená priamo čiarou a strana je zakrivená;
- ťahaná - hlava nástroja, ktorá môže byť na osi alebo posunutá doľava alebo doprava, má menšiu šírku ako tyč.

Tangenciálny rezač poskytuje väčšiu odolnosť v porovnaní s radiálnym rezačom a odstraňuje väčšie triesky za rovnakých podmienok.
Sústružnícke frézy môžu byť:
- priama;
- sklonil;
- trvalý ohnutý.
Na spracovanie vonkajšieho povrchu valcového predvalku sa používajú priame rovné frézy. Predám priamu frézu GOST 18877-73 môže byť za 280 rubľov. Držiaky pre takýto nástroj môžu byť vyrobené v dvoch veľkostiach:
- tradičný obdĺžnikový tvar - 25x16 mm;
- štvorcový tvar, ktorý sa používa na výrobu špeciálnych prác - 25x25 mm.
V ohnutých rezačkách môže byť pracovná časť ohnutá na ľavej alebo pravej strane, čo umožňuje ohýbanie obrobku z rôznych strán počas práce. Okrem obrábania koncovej časti obrobku na sústruhu sa nástroj používa na skosenie. Podľa GOST 18877-73 držiak pre tento typ nástroja môže mať nasledujúce rozmery:
- 16x10 mm - pre tréningové stroje;

Priechodka frézy sa vzťahuje na rezné sústružnícke nástroje, ktoré sa používajú na obrábanie valcových častí
- 20х12 mm - neštandardný výrobok;
- 25x16 mm - univerzálna veľkosť;
- 32x20 mm;
- 40x25 mm - na zákazku pre použitie na rozmerovom stroji.
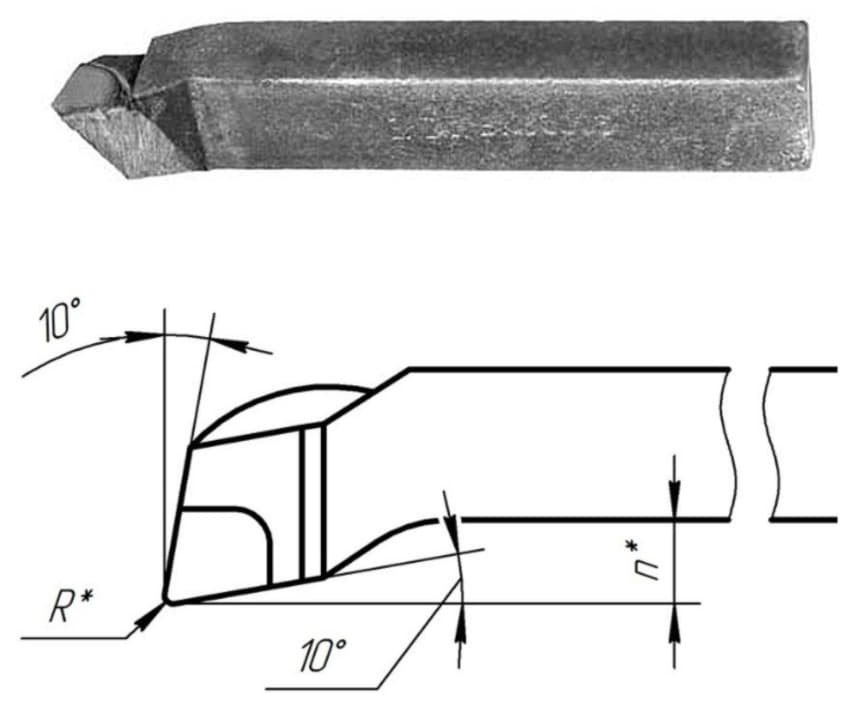
Najobľúbenejší je rezaný rezaný nástroj pre sústruh. Používa sa na spracovanie valcovitých polotovarov. Špeciálny ohyb prvku umožňuje odstrániť prebytočný kov z kruhového dielu v jednom priechode. Pri spracovaní sa fréza obrobku pohybuje pozdĺž rotácie dielu. Bent-through frézy môžu byť na ľavej a pravej strane. Posledná možnosť v praxi sa používa oveľa častejšie. Je možné dokúpiť odrezávač na 320 rub
Rezacie a rezacie nože na kovy
Najbežnejšia je rezačka. Je určený na rezanie obrobku požadovanej veľkosti z kovovej rúrky, prasa, tyče, ktorá má dĺžku väčšiu ako je požadovaná hodnota. Tento typ frézy je ťažké zamieňať s iným nástrojom. Konštrukcia výrobku pozostáva z tenkej nohy s doskou z tvrdej zliatiny. Čím užšia je noha, tým menší je rez, čo následne prispieva k zníženiu množstva odpadu. Rezanie obrobku z kovového telesa sa vykonáva v pravom uhle.

Rezacia fréza sa vzťahuje na tie výrobky, ktoré sú vyrobené z rýchloreznej ocele, takže ju nemožno použiť na prácu s kalenými kovmi a tvrdými materiálmi.
Dobrá rada! Rezné nástroje môžu byť narezané na kovové výrobky tenké drážky rôznych hĺbok.
V závislosti od prevedenia sú k dispozícii ľavé a pravé odnímateľné frézy. Aby ste to zistili, otočte výrobok s reznou stranou nadol a pozrite sa na stranu, na ktorej sa nachádza noha nástroja. Je možné kúpiť sústruh na sústruženie za 190 rubľov.
Výrobcovia vyrábajú rezné nástroje s nasledujúcimi veľkosťami držiakov:
- 16x10 mm - pre tréningové stroje;
- 20x12 mm;
- 20x16;
- 40x25 - na objednávku pre veľké stroje.
Rezanie ohnutej frézy vyzerá veľmi podobne ako rezný nástroj cez priechod. Pracovná časť je tiež reprezentovaná doskou z tvrdých zliatin, ale má trojuholníkový tvar s jednou zaoblenou stranou. Pomocou tohto typu rezného nástroja môžete rezať obrobok naprieč osou jeho otáčania, čím sa fréza vystaví kolmo.
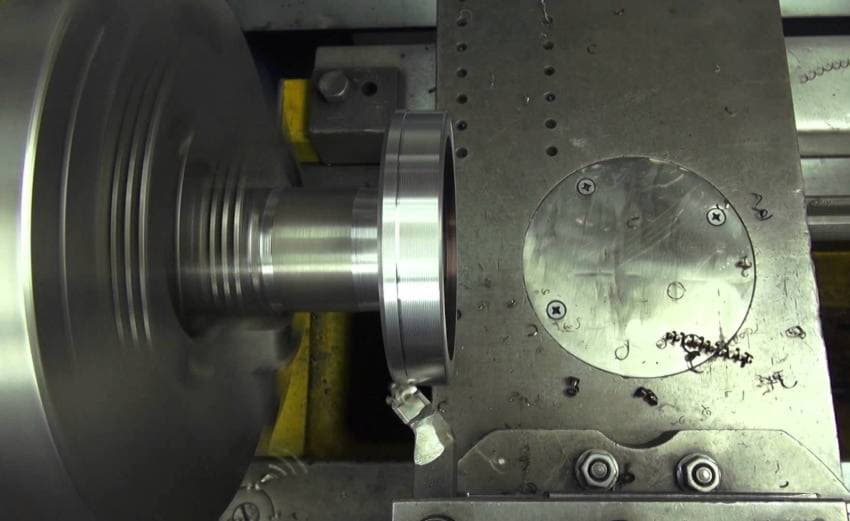
Rezacia fréza na kov pre obrábanie sústruhov v práci
Výrobcovia tiež vyrábajú rezné prítlačné rezačky, ktoré majú oveľa menší dopyt na stavebnom trhu vzhľadom na obmedzený rozsah použitia nástroja.
Držiaky pre rezný nástroj GOST 18877-73 majú rozmery 16x10 mm, 25x16 mm, 32x20 mm. Cena ohnutého nástroja je v priemere 250 rubľov.
Súvisiaci článok:
Domáce kovové sústruhy s vlastnými rukami: výroba a prevádzka
Voľba výkonu motora. Vytvorenie stroja na základe vŕtačky. Bezpečnosť, modifikácia.
Nástroje so závitom
Nástroj pre sústruh musí obsahovať závitové frézy na sústruhu. Rezná doska výrobkov je vyrobená z tvrdého kovu. Existujú dve verzie nástroja: na rezanie vonkajších a vnútorných závitov. Prvý typ sa používa pre skrutky, svorníky a iné kovové časti, ktoré musia byť navlečené. Rezná doska je tvarovaná ako hrot kopije. Pomocou nástroja môžete získať metrický alebo palcový závit, ktorý závisí od konštrukcie nástroja. Rezačky sú prezentované v takých veľkostiach: 16x10, 25x16, 32x20 mm. Cena výrobku je 120 rubľov.
Vnútorná závitová fréza je určená na rezanie závitov v hardware na univerzálnych sústruhoch a CNC strojoch
Na závitovanie sekáča na sústruhu v dutine obrobku sa použila druhá verzia závitového nástroja. Napriek tomu, že rezačka má podobný tvar ako predchádzajúca verzia, má úplne iný vzhľad. Vďaka konštrukčným vlastnostiam nástroja môže byť použitý pre otvory s veľkým priemerom. Výrobcovia vyrábajú výrobky takých veľkostí: 16x16x150 mm, 20x20x200 mm, 25x25x300 mm.
Držiak nástroja má štvorcový tvar, ktorého hodnoty sú určené prvými číslicami symbolov. Tretia číslica označuje dĺžku držiaka. Táto hodnota určuje hĺbku, do ktorej môže byť niť vyrezaná vo vnútornej dutine obrobku. Môžete si kúpiť nástroj za 270 rubľov.
Je to dôležité! Tento typ frézy možno použiť na sústruhoch vybavených špeciálnym nástrojom s názvom gitara.
Vyvrtávačky
Existujú dva typy vrtacích rezákov: na vyvrtávanie slepých otvorov alebo priechodných otvorov. Ak v kovovom polotovare nie je žiadny otvor, musíte použiť prvú verziu nástroja. Vrtacia fréza má trojuholníkový tvar, podobne ako odrezky, ale jej rezná časť má ohyb. Táto konštrukcia umožňuje priviesť frézu z konca obrobku. V tomto prípade dôjde k vyvŕtaniu dielu zo stredu, ktorý prechádza hlboko dovnútra telesa obrobku a vytvára otvor požadovaného priemeru.
Schematické znázornenie vývrtu sústruhu pre frézovanie slepých otvorov
Pre takéto rezáky môžu mať držiaky tieto rozmery: 16x16x170 mm, 20x20x200 mm, 25x25x300 mm. Maximálny priemer otvoru v kovovom polotovare bude závisieť od veľkosti tohto rezacieho prvku. Predám kovové frézy pre sústruh môže byť za 200 rubľov.
Je to dôležité! Môžete vyvŕtať otvory ľubovoľného priemeru, hlavná vec je zvoliť veľkosť frézy.
Na vytvorenie priechodných otvorov v tele obrobku sa použila druhá verzia vyvrtávacieho nástroja. Najprv je potrebné v kovovej časti vyvŕtať veľký otvor. Až potom ho môžete začať nudiť na požadovanú veľkosť. Konštrukcia nástroja je charakterizovaná rovnou doskou, ktorá nemá žiadne výčnelky, čo umožňuje, aby fréza ľahko prenikla do predvŕtanej trubice v tele obrobku a prechádzala cez ňu.
Počas obrábania priechodného otvoru sa odstráni kovová vrstva, ktorá sa rovná množstvu končatiny v pracovnej časti nástroja. Náklady na nástroj je v priemere 190 rubľov. Vyvrtávačky pre priechodné otvory majú rovnaké veľkosti ako v predchádzajúcej verzii, ktorá zodpovedá GOST 18882-73.
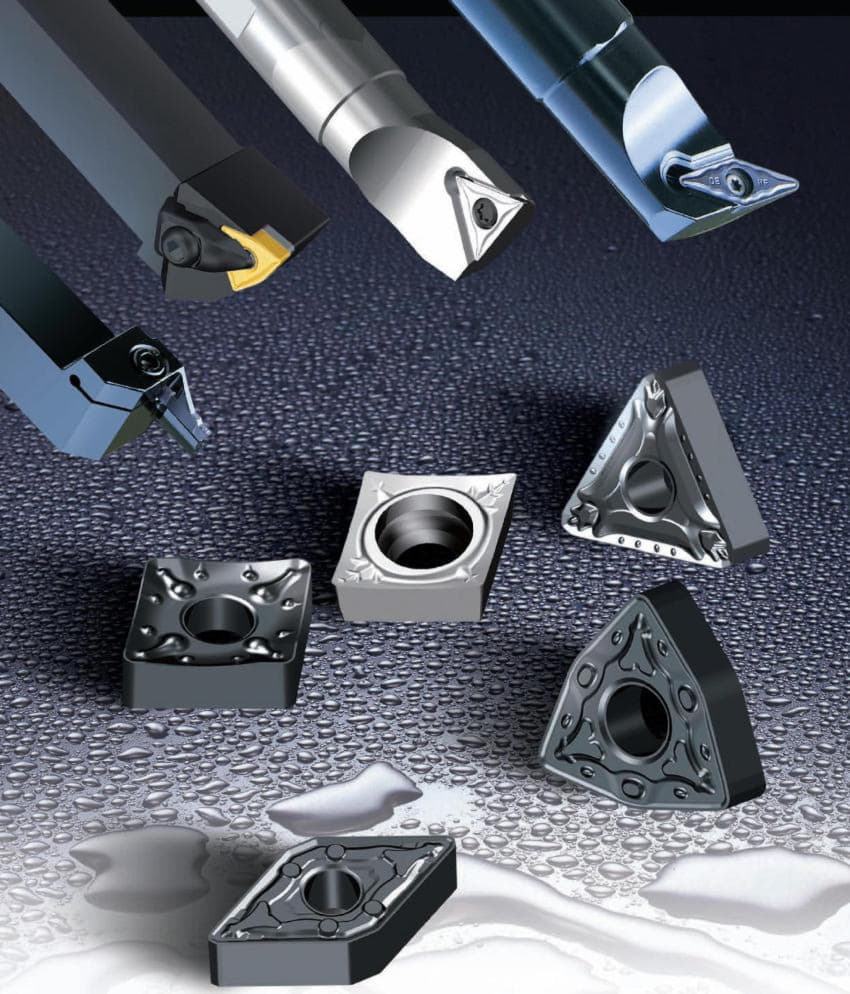
Rezné sústružnícke nástroje s vymeniteľnými karbidovými vložkami pre vonkajšie otáčanie
Univerzálne frézy pre sústruhy
Univerzálny nástroj možno stále nazývať národným tímom. Je to kvôli možnosti pripojiť rôzne dosky k jednému držiaku určitým spôsobom, čo umožňuje spracovanie kovového bloku rôznych tvarov v ľubovoľnom uhle. Univerzálne držiaky nástrojov sa môžu líšiť. Tento typ frézy sa používa veľmi zriedka, preto sa vyrába v obmedzenom množstve. Môžete ho stretnúť v obchode za pomerne vysokú cenu, na rozdiel od iných možností nástrojov.
Tento typ nástroja možno použiť pre CNC stroje alebo špeciálne stroje. Univerzálna fréza sa používa na vyvrtávanie slepých otvorov a priechodných otvorov, sústruženie kontúr a iných špecializovaných prác. Môžete si kúpiť frézy pre sústruh za cenu 350 rubľov.
Pravidlá pre brúsenie kovových fréz pre sústruh
Na zabezpečenie efektívneho, vysokokvalitného a presného spracovania obrobku na sústruhu je potrebné frézy pravidelne brúsiť. To prispieva k tomu, že sa pracovnému dielu poskytne požadovaný tvar a získa sa uhol s požadovanou hodnotou.
Sústruh na kov
Je to dôležité! Iba nástroj vyrobený vo forme karbidovej platne na jedno použitie sa nemusí brúsiť.
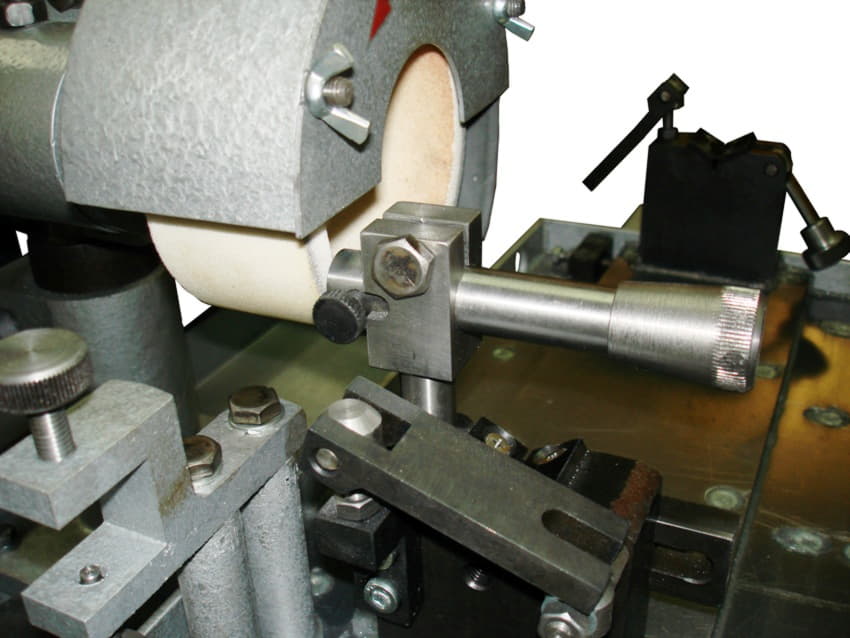
V priemyselných podnikoch sa brúsenie fréz vykonáva na obrábacom stroji so špeciálnymi zariadeniami, ktorý zodpovedá klasifikácii sústruhu. Na vykonanie procedúry doma môžete použiť jednu z techník. Nástroje na brúsenie sa môžu vykonávať pomocou chemických činidiel s použitím brúsnych kotúčov.
Dobrá rada! Pomocou brúsneho kotúča, ktorý môže byť inštalovaný na sústruhu, môžete vykonávať vysokokvalitné a efektívne brúsenie nožov, čo dáva nástroju určité geometrické parametre.
Pri výbere brúsneho kotúča je potrebné dbať na materiál výroby pracovnej časti prvku. Ak sa má brúsiť karbidová fréza, je potrebné zvoliť z karborunda kruh charakteristickej zelenej farby. Pri výrobkoch z vysokorýchlostnej alebo uhlíkovej ocele je lepšie použiť kruh korundu.
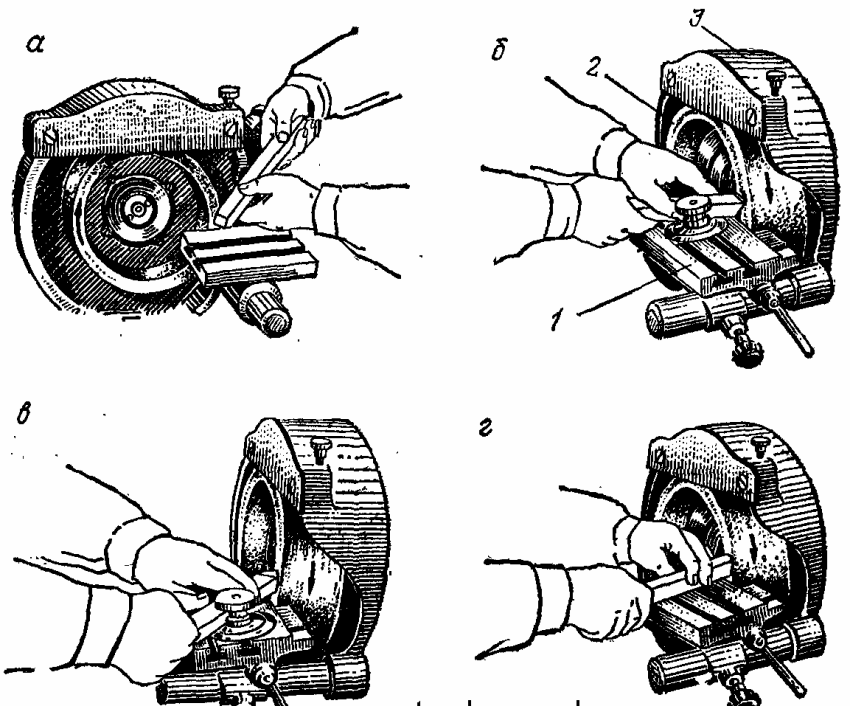
Ostrenie povrchov frézy: a) predná plocha; b) hlavný zadný povrch; c) pomocný zadný povrch; d) polomer vrchu
Ostrenie je možné vykonať bez chladenia alebo chladenia. Druhá možnosť je prijateľnejšia. V tomto prípade musí byť studená voda privádzaná na miesto, kde je otočný nástroj v kontakte s brúsnym kotúčom. Ak nie je chladenie aplikované, rezačka nemôže byť po procese prudko ochladená, čo povedie k prasknutiu reznej časti.
Pri vykonávaní honovania je dôležité striktne dodržiavať postupnosť činností. Po prvé, zadný hlavný povrch je opracovaný na brúsnom kotúči, potom zadnom pomocnom, a na konci predného. Posledný krok ostrenia spočíva v obrábaní špičky nástroja, čím sa dosiahne požadovaný polomer.
Dobrá rada! Pri vykonávaní postupu ostrenia by ste mali rezač pomaly pomaly pohybovať v kruhu a snažiť sa ho príliš netlačiť. Это необходимо, чтобы поверхность равномерно изнашивалась, а режущая кромка получалась максимально ровной.
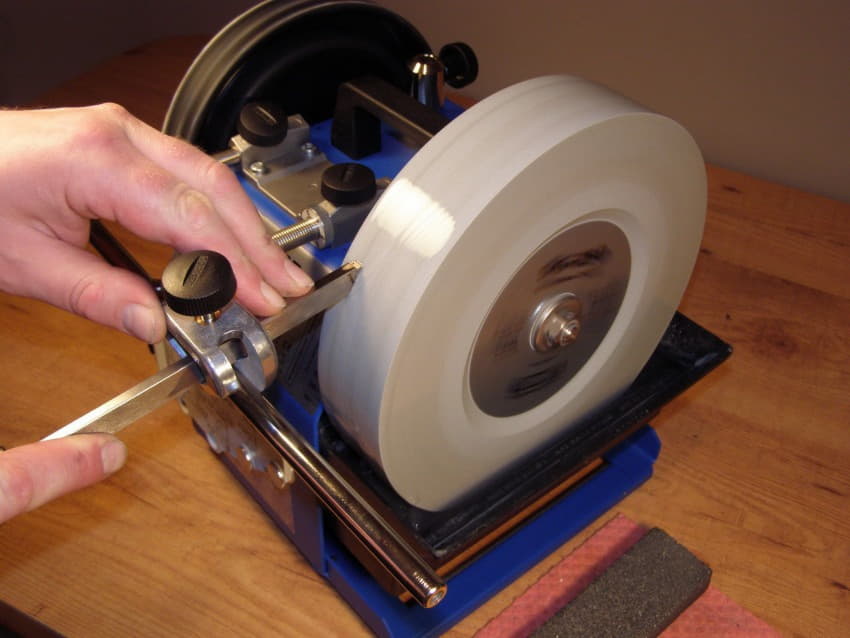
Заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно
Среди широкого ассортимента токарных резцов по металлу можно выбрать наиболее подходящий вариант, который справится с поставленной задачей. Для этого следует определиться, какой металл будет подлежать обработке, какие операции должны быть выполнены, важно ли соблюдать геометрические параметры конечного изделия или необходимо обеспечить высококачественную обработку поверхности. Только после этого следует приступить к выбору инструмента.