
- Čo môže byť potrebné na spájkovanie?
- Bezpečnostné opatrenia
- výcvik
- Spájkovacia technika spájkovacieho drôtu
- Postup spájania rádiových komponentov do dosky krok za krokom
- Možné problémy s spájkovaním
- záver
- Video tutoriály ako spájkovať
Pomôžte rozvoju stránky a zdieľajte článok s priateľmi!
Pri montáži rôznych elektrotechnických a rádiotechnických zariadení je populárne spájkovanie. Poskytuje elektricky vodivé spojenie medených drôtov a iných výrobkov z medi medzi sebou, so zložkami elektrických obvodov a iných kovových častí z čistej medi a zliatin medi, ako aj na výrobu hliníkového spájkovania. Spájkovanie je jednoduché, veľmi flexibilné, umožňuje dosiahnuť nízku prechodovú odolnosť pripojených komponentov.
Podstatou technológie spájkovania je zahriatie kontaktnej zóny s jej následným vyliatím tekutým kovom s nízkou teplotou tavenia. Po ochladení poskytuje tavenina elektrický kontakt. Pred spájkovaním drôtov je zvyčajne potrebné dodatočné spracovanie pripojovaných povrchov (najčastejšie tzv. Pocínovanie drôtov), čo zaručuje dlhodobú stabilitu.
Pri neprítomnosti vibrácií a rázových zaťažení malých častí sa dosahuje dobrá pevnosť spoja. Vo všetkých ostatných prípadoch sa spájkuje s dodatočnou fixáciou.
Čo môže byť potrebné na spájkovanie?
Spájkovanie vyžaduje zdroj tepla. Môže byť spájkovaný pomocou otvoreného plameňa, elektrickej špirály a tiež laserového lúča. Ten umožňuje spájkovanie aj s čistým kovom. Domy využívajú hlavne elektrickú spájkovačku. Je určený pre:
- Inštalácia a oprava rôznych elektronických obvodov;
- Navrhovanie a opravy elektrických zariadení;
- pocínovanie vrstvou spájky rôznych kovových výrobkov.
Spájkovačka
Spájkované ručnou spájkovačkou, ktorá sa používa na:
- vykurovanie pripojených komponentov;
- zahrievanie spájky na jej prechod do kvapalného stavu;
- nanesenie tekutej spájky na spojené prvky.
Spájkovačka znázornená na obrázku 1 obsahuje:
- izolovaný sľudovým filmom alebo špirálovým ohrievačom zo sklenených vlákien z nichromového drôtu;
- medené žihadlo, ktoré je umiestnené vnútri špirály;
- plastová alebo drevená rukoväť;
- puzdro na umiestnenie spájkovacieho hrotu a špirály.

Spojenie s elektrickou sieťou je tvorené káblom s dĺžkou približne 1 m, ktorý opúšťa zadnú časť rukoväte obmedzovačom polomeru ohybu.
Drevená alebo plastová rukoväť má tvar jednoduchej rukoväte. Elektronické obvody sú spájkované s nízkoenergetickými produktmi vybavenými rukoväťou pištole s tlačidlom spúšte na rýchle zahriatie hrotu. Jeden z variantov takéhoto nástroja je znázornený na obr.

Domáce spájkovačky sú určené na pripojenie na sieťové napätie 12 a 220 V.
220-voltové spájkovačky musia byť z elektrických bezpečnostných dôvodov vybavené 3-kolíkovou zástrčkou, ktorá poskytuje spoľahlivé uzemnenie. Pre 12-voltovú technológiu postačuje jednoduchá 2-pólová plochá zástrčka.
spájka
Sú možné spájky - zliatiny cínu a olova, iné kovové prísady. Spájka má tvar rúrky alebo drôtu rôzneho priemeru. Rúrková spájka je plnená vo vnútri kolofóniou, je vhodnejšie spájať sa s ňou.
Olovo sa zavádza do zliatiny, aby sa znížili náklady. Jeho špecifický obsah je odlišný, čo sa priamo odráža v značke. Napríklad POS-61 (veľmi populárny zradník) znamená:
- P - spájka;
- OS - cínové olovo;
- 61 - s obsahom cínu 61%.
V každodennom živote sú spájkované so zliatinami so zníženým obsahom cínu, odporúča sa vykonávať pocínovanie pokrmov zložením POS-90.
Okrem toho sú spájkované mäkkými a tvrdými spájkami. Mäkké zlúčeniny majú teplotu topenia nižšiu ako 450 ° C, zvyšok patrí pevnej látke. Teplota topenia spájky POS-61 je 190–192 ° C. Kvôli ťažkostiam ohrevu sa vysokoteplotné spájkovanie, ktoré zahŕňa spájky, nevykonáva elektrickým nástrojom.
Kompozície s prídavkom nízkotavných kovov: hliník a kadmium - spájkovaný hliník. Vzhľadom na zvýšenú toxicitu je spájkovanie s ich pomocou možné len v prípade, že neexistuje alternatíva.
premenlivosť
Musia byť spájkované tavidlom - pomocným komponentom, ktorý poskytuje:
- rozpustenie oxidových filmov na povrchu spojovaných častí;
- dobrá priľnavosť spájkovej zliatiny k nim;
- zlepšenie podmienok šírenia zliatiny na povrchu tenkou vrstvou.
Zvyčajne sa v tejto kvalite používa živica, ako aj kompozície založené na jej zmesi s alkoholom, glycerínom a zinkom. Rosin má teplotu mäknutia tesne nad 50 ° C, varí pri 200 ° C. Chemicky, kolofónia je dosť agresívna voči kovom a je hygroskopická, keď je nasýtená vlhkosťou, rýchlo zvyšuje vodivosť. V závislosti od prísad a ich koncentrácie vykazuje vlastnosti neutrálnych alebo aktívnych tokov.

Vláknitý tok sa predáva vo forme prášku, v kusoch alebo v roztoku kolofónie.
Strieborná, nehrdzavejúca oceľ a niektoré iné kovy môžu byť spájkované iba pomocou špeciálnych tavidiel (známych ako kyslé toky alebo spájkovacie kyseliny).
Niektorí inštalatéri, ktorí spájkujú drôty, vykonávajú predohrev na aspirínovej tablete, ktorej výpary fungujú ako tok, aby sa zlepšila kvalita služby.
Spájkovacia pasta
Spájkovacia pasta je zložením spájky a tavidla. Je spájkovaný na ťažko dostupných miestach, ako aj pri inštalácii bezolovnatých elektronických komponentov. Kompozícia sa aplikuje na komponent, ktorý sa potom jednoducho zahreje žihadlo.
Pastu je možné vykonať nezávisle. Na tento účel sa cínové piliny zmiešajú s tekutým tokom na gélovitú konzistenciu. Pastu skladujte v uzavretom obale, doba skladovateľnosti v dôsledku oxidácie cínu nepresiahne šesť mesiacov.
Stojan na spájkovačku
Sú spájkované hrotom vyhrievaným na vysokú teplotu, preto sa počas prestávky nástroj ponechá na stojane. Pre výkonné spájkovačky sa vykonáva s dvoma podperami: zadnou časťou pre rukoväť, prednou časťou puzdra. Podpery sú namontované na preglejkovej základni, ktorá slúži na:
- inštalačná krabica s kolofóniou;
- skladovanie spájkovacieho drôtu (príklad je znázornený na obrázku 3);
- čistenie žihadla.
Obrázok 3 ukazuje, že stojan nevyžaduje vzácne materiály, môže byť vyrobený ručne.

Pre nízkoenergetické zariadenia sa často používa držiak v tvare kužeľa (konvenčný alebo špirálový, ako je tiež znázornené na obrázku 3), v ktorom je nástroj vložený s bodnutím.
Staršie modely stojanov dodávajú regulátor pracovnej teploty, LCD displej na indikáciu teploty špičky, obrázok 4. Takýto spájkovací nástroj sa často nazýva spájkovacou stanicou.

Odstránenie spájkovania
S opleteným opletením v prípadoch, keď je potrebné demontovať spájku z dosky plošných spojov pri demontáži dielov. Ide o hustú sieť tenkých medených drôtov potiahnutých tavivom.
Princíp činnosti je založený na povrchovom vplyve: mriežka „absorbuje“ spájku tavenú na doske plošných spojov v dôsledku kapilárnych síl.
Šírka povrazca je typicky asi 5 mm, prívod je navinutý v puzdre s priemerom asi 5 cm
Funkciu odstraňovania spájkovania môže vykonávať vonkajší plášť starého flexibilného koaxiálneho kábla.
Bezpečnostné opatrenia
Dodržiavanie bezpečnostných predpisov:
- podporuje ochranu pred tepelnými popáleninami;
- zabraňuje vzniku požiaru;
- chráni pred úrazom elektrickým prúdom.
Skôr ako začnete spájkovať, mali by ste sa uistiť, že napájací kábel funguje. Sting by sa nemal týkať príležitostí, ale aj iných tém. Spájkovačka by mala byť vždy umiestnená na stojane. Je zakázané dotýkať sa jeho tela, náradie je možné vziať len za rukoväť.
výcvik
pracovisko
Vždy sa spájkujú pri normálnom všeobecnom osvetlení (nie horšie ako 500 luxov) av prípade potreby vytvárajú príjemnejšie prostredie, využívajú zdroj miestneho osvetlenia.
Je potrebné dbať na dobré vetranie. Najlepšie výsledky dosahujú výfukové plyny, v prípade jeho neprítomnosti prerušovane spájajú, aby sa miestnosť vyvetrala z výparov kolofónie (každú hodinu počas intenzívnej práce).
Výber výkonu spájkovačky
Spájkovacie spájkovačky rôznych výkonov. Zvyčajne sa predpokladá, že:
- nízkoenergetické spájkovačky (20 - 50 W) sú vhodné pre prácu s elektronikou, umožňujú spájkovanie tenkých drôtov;
- 100 W prístrojové spájkovacie medené vrstvy s hrúbkou nepresahujúcou 1 mm;
- 200 wattov a viac vám umožňuje spájať také masívne časti, ktoré spočiatku vyžadujú použitie vysokovýkonných spájkovačov.
Sila zariadenia sa dá ľahko posúdiť vizuálne: 50-wattová spájkovačka je o niečo väčšia ako plniace pero, zatiaľ čo 200-wattová spájkovačka má celkovú dĺžku asi 35-40 cm.
Spájkovačka do práce
Pred prvým zapnutím odstráňte z puzdra zvyšky maziva. Vyhorenie spôsobuje dym a nepríjemný zápach. Preto zahrňte spájkovačku cez predlžovaciu šnúru a vystavte ju na ulici cez okno po dobu jednej hodiny.
Potom je hrot spájkovačky zatĺkaný kladivom: utesnenie medi zvyšuje životnosť. Špička žihadla je tvarovaná:
- v uhle alebo na rezu - pre bodové práce (príklad je znázornený na obrázku 5);
- nôž - s týmto bodcom súčasne spájajú niekoľko kontaktov (typické pre mikroobvody);
- špeciálne - sú spájkované niektorými typmi rádiových komponentov.

Predtým, ako začnete spájkovať, by ste mali očistiť žihadlo oxidového filmu. Tento postup sa vykonáva s jemnozrnným smirkovým papierom alebo sametovým pilníkom, ako aj chemicky: ponorením do kolofónie. Čistený žihadlo sa podáva so spájkou.
Ak je to potrebné, môžete spájkovať v mieste s výkonným spájkovačom. Za týmto účelom sa na jeho žihadlo navíja medený drôt s priemerom 0, 5 až 1 mm, pričom na jeho voľnom konci sa zahrieva spájka.
Spájkovacie súčiastky
Spájka je vždy v niekoľkých fázach. Najprv pripravte povrch kovového vodiča:
- odstránenie oxidového filmu, po ktorom nasleduje odmasťovanie;
- údržba (nanesenie vrstvy cínu na povrch kontaktu).
Potom môžete diely spojiť.
Uistite sa, že ste vyčistili použité vodiče.
Oxidový film sa odstráni so súborom, brúsnym papierom, nožom. V prípade flexibilných vodičov sa každý drôt spracováva.
Izolácia smaltovaného drôtu sa odstráni vytiahnutím cez povrch PVC trubice, ku ktorej sa stlačí vyhrievaným bodcom.
Známkou pripravenosti je rovnomerne lesklý povrch bez zvyškov oxidového filmu.
Vždy sú spájkované odmasťovaním, t.j. povrch utrite handričkou nepúšťajúcou vlákna alebo handričkou navlhčenou acetónom alebo lakovým benzínom.
Nové drôty nemajú oxidový film. Po odstránení izolácie sú okamžite opravené.
Medený vodič by mal byť pod tavivom vyčerpaný, po zahriatí by spájka mala pokrývať kovový povrch tenkou vrstvou. V prítomnosti guľôčok sa spájkovanie neodporúča, drôt je umiestnený zvisle, pričom spájkovačku drží zhora nadol. Nadmerný roztavený rýchly ľad tečie do žihadla.
Ak je to potrebné na spájkovanie hliníka, potom sa postup odstraňovania a údržby kombinuje. K tomu dajte drôt potiahnutý živicou v brúsnom papieri, zohrejte ho súčasným otáčaním.
Kvalita toku niektorých druhov sa pri dlhodobom skladovaní, ako aj vplyvom vzdušnej vlhkosti znižuje. Preto sú takéto tavidlá spájkované s dodatočnou kontrolou počas skladovateľnosti.
Spájkovacia technika spájkovacieho drôtu
Spájkovanie drôtu sa vykonáva v nasledovnom poradí:
- Odstráňte izoláciu na dĺžke 3-5 cm (na drôtoch väčšieho priemeru, dĺžka úseku, ktorý sa má odstrániť, je dlhšia).
- V prípade potreby vyčistite a odmastite pripojené vodiče.
- Vytvorte tesný zákrut drôtov.
- Spracovať výsledný spojovací tok.
- Zhromažďujú spájku na žihadlo a spájajú zákrut, pokračujú v zohrievaní až do úplného roztiahnutia; V prípade potreby niekoľkokrát opakujte. Spájka by mala vyplniť všetky dutiny spoja, ako je znázornené na obr.
- Výsledný spojový izolát.

Spájkovanie hliníkových drôtov medzi sebou, ako aj s medom, nemá žiadne zásadné rozdiely s výnimkou zložitejšieho servisného postupu.
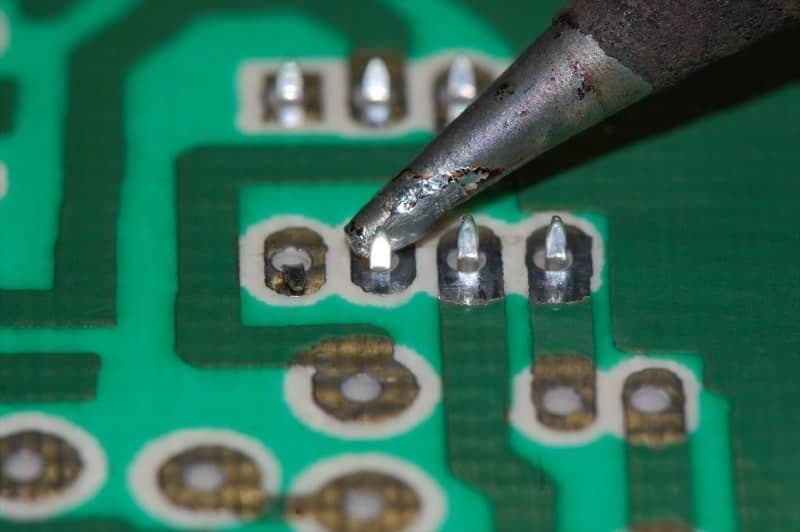
Postup spájania rádiových komponentov do dosky krok za krokom
Zvyčajne rádiové komponenty a dosky s plošnými spojmi z výroby majú kolíky a vodiče, ktoré sú potiahnuté cínom. Môžu byť spájkované bez predchádzajúcej údržby. Dosky sú pocínované len vtedy, keď sú vyrobené samy.
Postup spájkovania zahŕňa také kroky ako:
- Pinzety ohnúť kolíky v požadovanom uhle, potom sú vložené do otvorov dosky.
- Upevnite predmet pinzetou.
- Spájka sa zhromažďuje na špičke, ponorená do kolofónie, umiestni sa do spojovacieho bodu výstupu s doskou, ako je znázornené na obrázku 7. Po zahriatí povrchov spájka prúdi do stôp dosky, výstupný prvok, kontakty mikroobvodov, ktoré sú rovnomerne rozložené na ne pôsobením síl povrchového napätia,
- Časť sa pinzetou pridržiava v požadovanej polohe, kým spájka nestuhne.
- Po ukončení spájkovania je potrebné dosku opláchnuť alkoholom a / alebo acetónom.
- Okrem toho kontrolujú neprítomnosť skratových komponentov dosky, spôsobených kvapkami spájky.
Pinzeta pre lepšiu fixáciu sa odporúča ostriť alebo použiť špeciálny nástroj, ako je znázornené na obrázku 8.
Prebytočné kolíky sa odstránia bočnými rezačkami.

Na opätovne použité dosky sa montážne otvory vyčistia od zvyškov spájky dreveným špáradlom.
Pri práci je vhodné dodržiavať nasledujúce pravidlá:
- bodnutie je orientované rovnobežne s rovinou dosky;
- v dôsledku nebezpečenstva prehriatia rádiových komponentov, ako aj odlupovania prúdových ciest v dôsledku prehriatia dosky, nepájú sa dlhšie ako 2 sekundy;
- Predtým, ako sa spájkovací set nastaví, je potrebné očistiť žihadlo od oxidov.
Možné problémy s spájkovaním
V prítomnosti určitého rýchlo rozvinutého zručnosti spájkovanie poskytuje dobrý kontakt. Niekoľko problémov sa ľahko identifikuje vizuálne. Patrí medzi ne:
- slabé zahrievanie pripojených komponentov alebo tzv. spájkovanie za studena - spájka získava charakteristickú matnú farbu, mechanická pevnosť kontaktných kvapiek, rýchlo sa zrúti;
- prehriatie komponentov - spájka nepokrýva povrch vôbec, tzn. spojenie je prakticky neprítomné;
- presunutie komponentov, ktoré sa majú pripojiť, až kým sa spájka úplne nevytvrdí - vo filme vytvrdenej spájky je viditeľná ostrá medzera, nie je žiadne spojenie.
Odstránenie týchto defektov sa uskutočňuje opakovaným spájkovaním.
záver
Spájkované spojenie poskytuje vysokú kvalitu v kombinácii s prispôsobivosťou. Postup je jednoduchý na implementáciu (môžete sa naučiť, ako spájkovať za pár hodín), ale musíte starostlivo vykonať niekoľko postupných operácií, pozorne sledovať pracovné technológie.
Môžete spájkovať správne iba vtedy, ak máte pracovný nástroj.
Možné problémy s spájkovaním Spájkovanie vždy s prísnym dodržiavaním bezpečnostných predpisov.