
Pomôžte rozvoju stránky a zdieľajte článok s priateľmi!
Stroje na bodové zváranie nie sú tak často používané v každodennom živote ako oblúkové zváranie, ale niekedy je bez nich nemožné. Vzhľadom na to, že náklady na takéto zariadenia začínajú na 450 až 470 USD, ziskovosť jeho nákupu je sporná.

Cesta z tejto situácie je kontaktným bodovým zváraním vlastnými rukami. Ale predtým, ako vám povieme, ako urobiť takéto zariadenie sami, pozrime sa, čo je to bodové zváranie a ako to funguje.
Stručne o bodovom zváraní
Tento typ zvárania sa týka kontaktu (termomechanického). Treba poznamenať, že táto kategória zahŕňa aj zváranie švom a tupým spojom, ale nie je možné ich realizovať doma, pretože na tento účel bude potrebné komplexné vybavenie.
Proces zvárania zahŕňa nasledujúce kroky:
- detaily sú kombinované v požadovanej polohe;
- upevnite ich medzi elektródami prístroja, ktoré tlačia časti;
- Vykurovanie sa vykonáva, v dôsledku čoho sú v dôsledku plastickej deformácie časti pevne spojené.
Bodový zvárací stroj (ako je znázornené na fotografii) môže vykonávať až 600 operácií za minútu.

Procesná technológia
Na ohrev častí na požadovanú teplotu sa na ne aplikuje krátkodobý impulz vysokého prúdu. Typicky pulz trvá od 0, 01 do 0, 1 sekundy (čas sa volí na základe vlastností kovu, z ktorého sú vyrobené diely).
Počas impulzu sa kov roztaví a medzi časťami sa vytvorí spoločné kvapalinové jadro, až kým sa nestvrdne, povrchy, ktoré sa majú zvárať, sa musia udržiavať pod tlakom. V dôsledku toho ochladzovanie roztaveného jadra kryštalizuje. Obrázok znázorňujúci proces zvárania je znázornený nižšie.
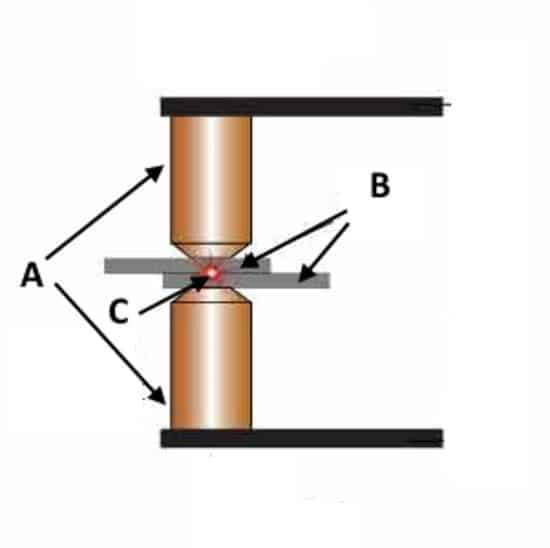
Legenda:
- A - elektródy;
- B - zvárané časti;
- C je jadrom zvárania.
Tlak na súčiastkach je nevyhnutný, takže keď sa pulz po obvode roztaveného kovového jadra vytvorí, vytvorí sa tesniaci pás, ktorý neumožňuje, aby tavenina vytekala z oblasti, kde sa uskutočňuje zváranie.
Aby sa zabezpečili najlepšie podmienky pre kryštalizáciu taveniny, tlak na častiach sa postupne odstraňuje. Ak je potrebné „zvárať“ miesto zvárania, aby sa odstránili nehomogenity vo šve, zvýšite tlak (to sa robí v záverečnom štádiu).
Všimnite si, že na zabezpečenie spoľahlivého spojenia, ako aj kvality švu, je potrebné povrchy častí vopred upravovať na miestach, kde sa bude vykonávať zváranie. Toto sa vykonáva na odstránenie oxidového filmu alebo korózie.
Ak sa vyžaduje spoľahlivé spojenie častí s hrúbkou od 1 do 1, 5 mm, používa sa zváranie kondenzátorom. Princíp jeho činnosti je takýto: \ t
- blok kondenzátorov nabitých malým prúdom;
- kondenzátory sú vybíjané cez pripojené časti (impulzná sila je dostatočná na zabezpečenie požadovaného režimu zvárania).
Tento typ zvárania sa používa v oblastiach priemyslu, kde je potrebné kombinovať miniatúrne a subminiatúrne komponenty (rádiotechnika, elektronika atď.).
Keď už hovoríme o technológii bodového zvárania, treba poznamenať, že sa môže použiť na vzájomné prepojenie rôznych kovov.
Príklady domácich dizajnov
Na internete existuje mnoho príkladov vytvorenia zariadení, ktoré produkujú bodové zváranie. Uvádzame niektoré z najúspešnejších návrhov. Nižšie uvedený diagram znázorňuje jednoduchý bodový zvárač.
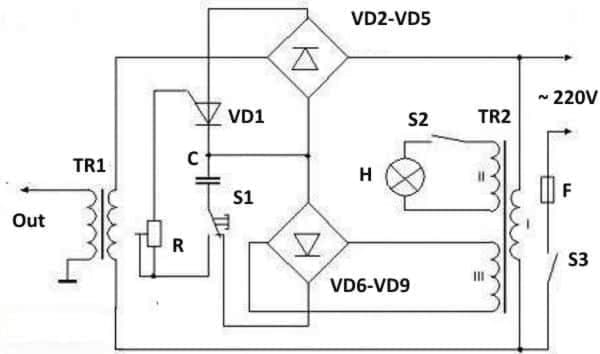
Pre implementáciu potrebujeme nasledujúce rádiové komponenty:
- R je variabilný odpor 100 Ohm;
- C - kondenzátor určený na napätie najmenej 25 V s kapacitou 1000 μF;
- VD1 - tyristor KU202, písmenný index môže byť K, L, M alebo H, môže sa použiť aj PTL-50, ale v tomto prípade by mala byť kapacita „C“ znížená na 1000 μF;
- Diódy VD2-VD5 - D232А, cudzí ekvivalent - S4M;
- Diódy VD6-VD9 - D226B, môžu byť nahradené cudzím analógom 1N4007;
- F - 5 A poistka.
Je potrebné urobiť odbočku, aby ste povedali, ako vytvoriť transformátor TR1. Vyrába sa na báze železa Sh40 s nastavenou hrúbkou 70 mm. Pre primárne vinutie je potrebný vodič PEV2 s priemerom 0, 8 mm. Počet závitov vo vinutí je 300.
Na vytvorenie sekundárneho vinutia budete potrebovať medený drôt Ø4 mm. Môže sa nahradiť pneumatikou za predpokladu, že jej prierez je najmenej 20 mm 2 . Počet závitov sekundárneho vinutia - 10.
Video: zváranie do-it-yourself
Pre TR2 je vhodný ktorýkoľvek z nízkonapäťových transformátorov (od 5 do 10 W). Vinutie II použité na pripojenie podsvietenia „H“ by malo mať výstupné napätie v rozsahu 5-6 V a vinutie III - 15 V.
Výkon vyrobeného zariadenia bude relatívne nie vysoký, v rozsahu od 300 do 500 A, pričom maximálny čas impulzu je až 0, 1 sekundy (za predpokladu, že hodnoty „R“ a „C“ sú rovnaké ako v nižšie uvedenom diagrame). To je dosť dosť na zváranie oceľového drôtu Ø0, 3 mm alebo plechu, ak jeho hrúbka nepresahuje 0, 2 mm.
Uvádzame diagram silnejšieho prístroja, v ktorom bude zvárací elektrický prúd pulzu v rozsahu od 1, 5 kA do 2 kA.
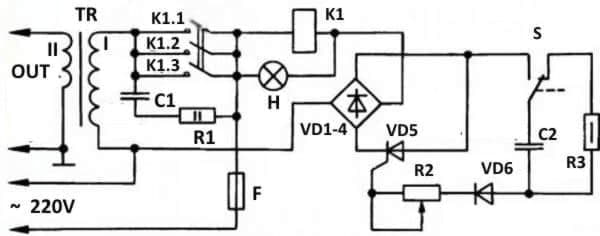
Uvádzame komponenty použité v schéme:
- odporové charakteristiky: R1-1, 0 kΩ, R2-4, 7 kΩ, R3-1, 1 kΩ;
- Kapacity v schéme: C1-1.0 microfarad, C2-0.25 microfarad. Okrem toho by C1 malo byť navrhnuté pre napätie najmenej 630 V;
- Diódy VD1-VD4 - diódy D226B, môžu byť nahradené cudzím analógom 1N4007, namiesto diód môžete umiestniť diódový most, napríklad К 405А;
- tyristor VD6 - KU202N, musí byť umiestnený na chladiči s plochou najmenej 8 cm 2 ;
- VD6 - D237B;
- F - 10 A poistka;
- K1 je akýkoľvek magnetický štartér, ktorý má tri páry pracovných kontaktov a vinutie je navrhnuté pre ~ 220 V, napríklad môžete nainštalovať PME071 MVHRZ AC3.
Teraz povieme, ako urobiť transformátor TR1. Základom je autotransformátor LATR-9, ako je znázornené na fotografii.

Navíjanie v tomto autotransformátore sa skladá z 266 závitov, je vyrobené z medeného drôtu Ø 1, 0 mm, použijeme ho ako primárny. Opatrne demontujte konštrukciu, aby nedošlo k poškodeniu vinutia. Hriadeľ a pohyblivý kontakt valčeka, ktorý je k nemu pripojený, sa demontujú.
Dale musíme izolovať kontaktnú dráhu, na tento účel ju očistíme od prachu, odmasťovania a laku. Keď navyše vyschne, izolujeme celé vinutie pomocou lakovanej tkaniny.
Ako sekundárne vinutie používame medený drôt s plochou prierezu najmenej 80 mm2. Je dôležité, aby izolácia tohto vodiča bola tepelne odolná. Keď sú splnené všetky podmienky, urobíme z nich vinutie troch otáčok.
Nastavenie zostaveného zariadenia je redukované na odstupňovanie stupnice premenného odporu, ktorý reguluje čas impulzu.
Pred začatím zvárania odporúčame experimentálne nastaviť optimálny čas impulzu. Ak je trvanie zbytočné, časti sa spália a ak je to menej, ako je potrebné, pevnosť spojenia bude nespoľahlivá.
Ako už bolo uvedené vyššie, zariadenie je schopné produkovať zvárací prúd až do 2000 A, čo umožňuje zváranie oceľového drôtu Ø 3 mm alebo oceľového plechu, ktorého hrúbka nepresahuje 1, 1 mm.